Su söndürme silindiri, modern endüstriyel üretimde, özellikle çelik, metalurji, mekanik işleme vb. alanlarda yaygın olarak kullanılan bir mekanik ekipmandır ve hayati bir rol oynar. Sulu söndürme silindiri çalışma sırasında yüksek sıcaklığa, yüksek basınca ve aşındırıcı maddelerin erozyonuna maruz kalır. Bu nedenle silindirin yüzey işlemi performansı ve ömrü açısından çok önemlidir. Sulu söndürme silindirinin aşınma direncini, korozyon direncini ve yüksek sıcaklık direncini arttırmak için yüzey elektrokaplama işlemi yaygın arıtma yöntemlerinden biri haline gelmiştir.
Etkili bir yüzey işleme yöntemi olarak, elektrokaplama teknolojisi, silindirin yüzeyine bir metal veya alaşım tabakası kaplayarak su söndürme silindirinin performansını büyük ölçüde artırabilir ve zorlu ortamlarda daha iyi çalışmasını sağlayabilir. Bu makale, sulu söndürme silindirinin yüzey elektrokaplama işlemini ayrıntılı olarak tartışacak, çeşitli adımlarını ve silindir performansını iyileştirmedeki rolünü analiz edecektir.
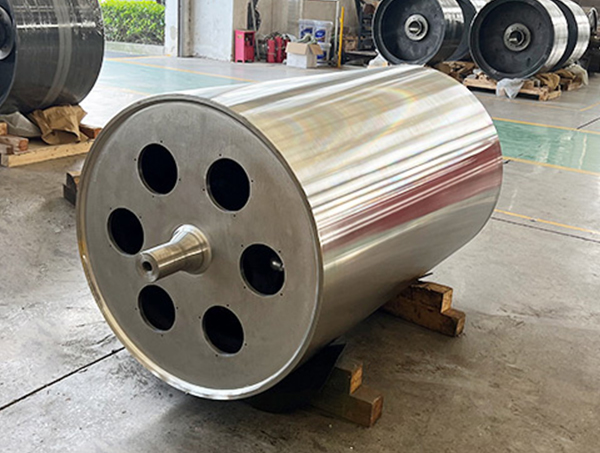
Su söndürme silindirinin rolü ve elektrokaplama talebi nedir?
Metalurji ve çelik endüstrilerinde vazgeçilmez bir anahtar bileşen olan su soğutmalı silindir, esas olarak metal malzemeleri haddeleme sonrasında soğutmak için kullanılır. Çalışma ortamı oldukça zorludur. Silindir yüzeyinin yüksek sıcaklığa, güçlü aşındırıcı ortam erozyonuna ve güçlü fiziksel aşınmaya dayanması gerekir. Bu nedenle su söndürme silindirinin yüzey malzemesinin yüksek sıcaklık direncine, korozyon direncine ve aşınma direncine sahip olması gerekir. Elektrokaplama işlemi bu özellikleri iyileştirmenin etkili yollarından biridir.
Su söndürme silindirinin elektrokaplanmasının ana amaçları şunlardır:
· Aşınma direncini artırın: Krom, nikel vb. gibi sert metallerin elektrokaplanmasıyla silindir yüzeyinin sertliği etkili bir şekilde arttırılabilir, aşınma azaltılabilir ve servis ömrü uzatılabilir.
· Korozyon direncini artırın: Elektrokaplama, yüzey metalinin oksidasyon direncini ve korozyon direncini etkili bir şekilde artırabilir, böylece silindir zorlu çalışma ortamlarında iyi stabiliteyi korur.
· Termal stabiliteyi artırın: Elektrolizle kaplanmış katman, yüksek sıcaklıklarda gücünü ve dayanıklılığını koruyabilir ve yüksek sıcaklık koşulları altında deformasyonu veya yüzey hasarını önleyebilir.
· Sürtünme katsayısını azaltın: Elektrolizle kaplanmış katman, silindir yüzeyinin pürüzlülüğünü değiştirebilir, malzeme ile temas ettiğinde sürtünme katsayısını azaltabilir, enerji tüketimini azaltabilir ve üretim verimliliğini artırabilir.
Bu nedenle, sulu söndürme silindirinin yüzey elektrokaplama işlemiyle işlenmesiyle performansı ve hizmet ömrü önemli ölçüde iyileştirilebilir, bakım maliyetleri azaltılabilir ve üretim verimliliği artırılabilir.
Su söndürme silindirinin yüzey elektrokaplama işleminin adımları nelerdir?
Elektrokaplama işlemi, birden fazla adımı içeren karmaşık bir işlemdir ve her adımın ayrıntıları ve kontrolü, nihai elektrokaplama etkisini doğrudan etkileyecektir. Su söndürme silindirinin elektrokaplama işlemi genellikle aşağıdaki temel adımları içerir:
1. Ön Arıtma
Ön arıtma, elektrokaplama işleminde çok önemli bir adımdır ve sonraki elektrokaplama katmanı için iyi bir yapışma temeli sağlar. Sulu söndürme silindirinin yüzeyinin temizliği, elektrokaplama tabakasının kalitesini doğrudan etkiler. Uygun olmayan ön işlem, elektrokaplama katmanının zayıf şekilde yapışmasına veya soyulması sonucunu doğurabilir.
Ön arıtmanın ana adımları şunları içerir:
· Yağ alma: Sulu söndürme silindirinin yüzeyi, kullanım sırasında yağ, yağlayıcı maddeler vb. gibi yabancı maddelere yapışmaya eğilimlidir ve yüzey yağının kimyasal solventler veya mekanik yollarla uzaklaştırılması gerekir.
· Asitleme: Sulu söndürme silindirinin yüzeyi, yüzeydeki oksit tabakasını, pas tabakasını ve diğer kirleri gidermek için asidik bir çözelti (hidroklorik asit veya sülfürik asit gibi) ile dekapajlanır. Asitleme işleminden sonra yüzeyde, elektrokaplama tabakasının yapışmasına yardımcı olan küçük gözeneklerden oluşan bir tabaka oluşacaktır.
· Suyla yıkama: Asitleme işleminden sonra, kalan asidik maddeleri uzaklaştırmak ve sonraki galvanik kaplama işlemini etkilememek için yüzeyin temiz su ile iyice durulanması gerekir.
· Elektrolitik temizleme: Bazı durumlarda yüzeydeki kirlerin daha da temizlenmesi için elektrolitik temizleme gerekebilir. Bu işlem, sulu söndürme silindirinin yüzeyindeki kir ve yabancı maddeleri sulu bir çözelti içinde çözmek için elektrik akımı kullanır.
Ön işlem tamamlandıktan sonra, elektrokaplama tabakasının eşit şekilde bağlanabilmesini sağlamak için su söndürme silindirinin yüzeyi pürüzsüz ve temiz olmalıdır.
2. Elektrokaplama tabakası biriktirme
Elektrokaplama katmanı biriktirme, elektrokaplama işleminin temel adımıdır. Bu proseste metal iyonları, elektrolitik reaksiyon yoluyla sulu söndürme silindirinin yüzeyine indirgenerek metal bir kaplama tabakası oluşturulur. Yaygın elektrokaplama metalleri arasında krom, nikel, bakır, çinko vb. bulunur. Farklı metaller, silindirlere farklı özellikler verebilir.
· Nikel kaplama: Nikel kaplama tabakası iyi korozyon direncine, aşınma direncine ve iyi yapışma mukavemetine sahiptir ve genellikle genel koşullar altında yüzey koruması için kullanılır.
· Krom kaplama: Krom kaplama tabakası aşınma direncine ve sertliğe sahip olup, genellikle yüksek aşınma direnci gerektiren durumlarda kullanılır. Sert krom elektrokaplama tabakası genellikle daha yüksek bir sertliğe sahiptir ve bu, özellikle yüksek sıcaklık ve güçlü aşındırıcı ortamlarda su söndürme silindirinin servis ömrünü etkili bir şekilde uzatabilir.
· Bakır kaplama: Bakır kaplama katmanı iyi bir termal iletkenliğe ve oksidasyon direncine sahiptir ve genellikle termal iletkenliği artıran su söndürme silindirleri gibi bazı özel elektrokaplama ihtiyaçları için kullanılır.
· Kompozit kaplama: Kompozit elektrokaplama, farklı metal katmanların elektrokaplama anlamına gelir. Yaygın olanlar arasında nikel-krom kompozit elektrokaplama ve nikel-bakır kompozit elektrokaplama bulunur. Birden fazla metalin avantajlarını birleştirebilir ve daha karmaşık çalışma ortamlarının ihtiyaçlarını karşılayabilir.
Elektrokaplama işlemi sırasında, elektrolizle kaplanmış tabakanın tekdüzeliğini, yapışmasını ve sertliğini sağlamak için akım, voltaj, çözelti sıcaklığı, pH değeri ve kaplama çözeltisi konsantrasyonu gibi parametrelerin doğru bir şekilde kontrol edilmesi gerekir.
3. Tedavi sonrası
Elektrokaplama katmanı biriktirildikten sonra, su söndürme silindirinin yüzeyinin, elektrokaplama katmanının stabilitesini, yüzeyini ve dayanıklılığını sağlamak için hala daha fazla işleme ihtiyacı vardır. İşlem sonrası ana adımlar şunları içerir:
· Pasivasyon tedavisi: Pasivasyon, elektrokaplamadan sonra yaygın olarak uygulanan bir işlemdir. Esas olarak elektrokaplama tabakasının yüzeyinde kimyasal yöntemlerle koruyucu bir film oluşturur, böylece elektrokaplama tabakasının korozyon direncini arttırır. Pasivasyon katmanı, dış maddelerin erozyonunu etkili bir şekilde önleyebilir ve elektrokaplama katmanının anti-oksidasyon yeteneğini artırabilir.
· Kurutma: Elektrokaplamadan sonra su söndürme silindirinin, kalan nemin elektrokaplama tabakasının soyulmasına veya korozyona uğramasına neden olmasını önlemek için kurutma işlemi yoluyla yüzeydeki nemi gidermesi gerekir.
· Parlatma işlemi: Silindir yüzeyinin pürüzsüzlüğünü ve estetiğini geliştirmek için, elektrokaplama tabakası genellikle tamamlandıktan sonra cilalanır. Parlatma sadece yüzey görünümünü iyileştirmekle kalmaz, aynı zamanda aşınma direncini daha da artırır ve yüzeyin sürtünmesini azaltır.
· Sertleştirme işlemi: Bazı durumlarda, elektrokaplama tabakasının sertliğini arttırmak için, elektrokaplamadan sonra sulu söndürme silindirinin ısıl işleme tabi tutulması veya lazerle sertleştirilmesi gerekir. Bu işlem, elektrokaplama tabakasının aşınma direncini ve sertliğini daha da artırabilir.
4. Kalite denetimi ve testi
Elektrokaplama ve son işlemler tamamlandıktan sonra, elektrokaplama katmanının kalitesinin ve su söndürme silindirinin performansının gereksinimleri karşıladığından emin olmak için sıkı kalite kontrolü yapılmalıdır. Ortak denetim öğeleri şunları içerir:
· Kalınlık muayenesi: Tasarım gereksinimlerini karşıladığından emin olmak amacıyla elektrokaplama tabakasının kalınlığını ölçmek için özel aletler kullanın.
·Yapışma muayenesi: Elektrokaplama tabakasının silindir yüzeyine sıkı bir şekilde bağlandığından ve çalışma ortamındaki sürtünme ve darbe nedeniyle düşmeyeceğinden emin olmak için elektrokaplama tabakasının yapışmasını soyma testi, çizilme testi ve diğer yöntemlerle kontrol edin.
·Sertlik testi: Sertliğinin gerekli standardı karşıladığından ve aşınma direnci gereksinimlerini karşıladığından emin olmak için elektrokaplama katmanı üzerinde bir sertlik testi yapın.
· Korozyon direnci testi: Zorlu ortamlarda stabil kalabilmesini sağlamak için elektrokaplama katmanının korozyon direncini tuz püskürtme testi ve diğer yöntemlerle değerlendirin.
Elektrokaplama işlemiyle su söndürme silindiri performansının iyileştirilmesi
Yüzey elektrokaplama işleminden sonra su söndürme silindirinin performansı önemli ölçüde iyileştirildi. Özellikle aşağıdaki yönlerde kendini gösterir:
· Geliştirilmiş aşınma direnci: Elektro kaplama tabakası, su söndürme silindirinin yüzey sertliğini önemli ölçüde artırabilir, sürtünmeden kaynaklanan aşınmaya karşı direnç gösterebilir ve böylece silindirin servis ömrünü uzatabilir.
· Geliştirilmiş korozyon direnci: Elektroliz kaplamalı su söndürme silindiri daha güçlü korozyon direncine sahiptir, asidik ve alkali maddelerin erozyonuna, tuz spreyine ve diğer çevresel faktörlere karşı direnç gösterebilir ve silindirin zorlu ortamlarda stabilitesini sağlayabilir.
· Geliştirilmiş termal stabilite: Elektrolizle kaplanmış katman yüksek sıcaklık direncine sahiptir, yüksek sıcaklıktaki çalışma koşulları altında stabil kalabilir ve yüksek sıcaklık nedeniyle yüzeyin yaşlanmasını veya deformasyonunu önleyebilir.
· Geliştirilmiş işleme doğruluğu: Elektrokaplamadan sonra sulu söndürme silindirinin yüzeyi pürüzsüzdür, bu da sürtünmeyi azaltır, malzemenin işleme doğruluğunu garanti eder ve üretim verimliliğini artırır.
 +86-15371769898
+86-15371769898 [email protected]
[email protected]