 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] Modern imalatın sofistike dünyasında, endüstriyel kauçuk rulo makine ile ürün arasında dokunsal arayüz görevi gören vazgeçilmez bir bileşendir. İster yüksek hızlı ofset baskıda, ister hassas film laminasyonunda, ister ağır hizmet tipi çelik soğuk haddelemede olsun, bu hassas tasarımlı silindirler, basıncın eşit şekilde uygulanmasından, sıvıların tutarlı aktarımından ve kırılgan alt tabakaların hassas şekilde işlenmesinden sorumludur. 2026'ya doğru ilerlerken, daha yüksek üretim hızlarına ve daha sıkı toleranslara olan talep, kauçuk silindir mühendisliğini bir emtia satın alımından kritik bir teknik spesifikasyona yükseltti. "Doğru" silindirin seçilmesi, polimer kimyası, makine mühendisliği ve yüzey biliminin karmaşık bir etkileşimini gerektirir. Uyumsuz bir elastomer veya yanlış bir durometre, feci "Çalışmama Süresine", yüzey kusurlarına ve aşırı malzeme israfına yol açabilir.
Endüstriyel bir silindirin performansı ve ömrü öncelikle elastomerik kaplamasının kimyasal ve fiziksel özelliklerine göre belirlenir. Endüstriyel sektörde "Kauçuk", her biri belirli çevresel stres faktörlerine dayanacak şekilde tasarlanmış çok çeşitli sentetik polimerleri kapsayan geniş bir terimdir. Doğru bileşiğin seçilmesi, vardiya sonunda kullanılan temizleme solventlerinden yüksek hızlı çalışma sırasındaki en yüksek çalışma sıcaklıklarına kadar tüm prosesinizin denetlenmesini gerektirir.
Silindirinizin kimyasal temeli, "Şişme", "Çatlama" ve "Aşınma"ya karşı direncini belirler.
Kimyasal yapının ötesinde, kauçuğun "Sertliği" Shore A Ölçeği , proses kalitesinde belirleyici bir faktördür.
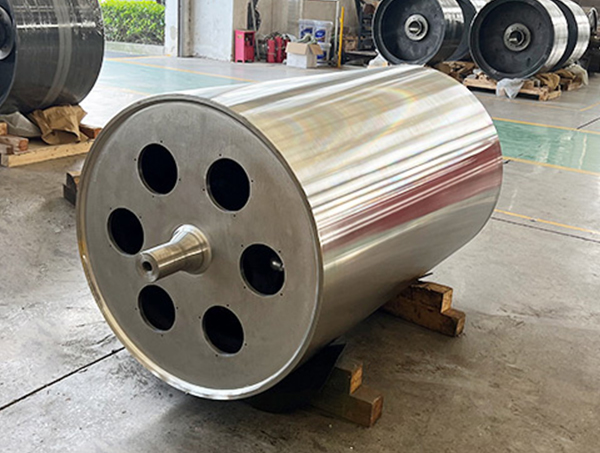
Bir kauçuk merdanenin yapısal bütünlüğü, kauçuk kaplamasına olduğu kadar iç metal çekirdeğine ve bağlama teknolojisine de bağlıdır. Bir silindirin "Operasyonel Mükemmelliğe" ulaşması için mükemmel bir şekilde eşmerkezli ve dinamik olarak dengeli olması gerekir. Yüksek devirlerde herhangi bir titreşim veya "Salıntı", kaçınılmaz olarak üründe "Takırdama İzleri"ne ve makinede erken rulman arızasına neden olacaktır. 2026'da profesyonel üreticiler, silindirin muyludan muyluya mükemmel bir silindir olduğundan emin olmak için gelişmiş CNC taşlama ve ultrasonik testlerden yararlanıyor.
Üretim süreci şu şekilde başlar: Metal Çekirdek Genellikle ağır duvarlı çelik borulardan, paslanmaz çelikten (gıda ve tıbbi kullanım için) veya hafif alüminyumdan üretilir.
Endüstriyel silindirlerinizin Yatırım Getirisini (ROI) en üst düzeye çıkarmak için proaktif bir bakım kültürü önemlidir. Zamanla tüm kauçuk rulolar, ısı ve kimyasalların yüzeyin pürüzsüz, sert ve emici olmayan bir hale gelmesine neden olduğu bir süreç olan "Sırlama" işlemini deneyimler.
Bu tablo, mühendislerin proses ortamlarını doğru elastomer ve sertlik profiliyle eşleştirmeleri için teknik bir referans görevi görür.
| Endüstriyel Proses | Temel Stres Etkeni | Önerilen Elastomer | Sertlik (Shore A) |
|---|---|---|---|
| Ofset Baskı | Yağ bazlı Mürekkepler | Nitril (NBR) | 25 - 45 |
| Film Laminasyonu | Yüksek Isı | Silikon | 50 - 70 |
| Metal İşleme | Yüksek Aşınma | Poliüretan (PU) | 80 - 95 |
| Tekstil Boyama | Su ve Kimyasallar | EPDM | 40 - 60 |
| Gıda Ambalajı | Hijyen / FDA | Beyaz Silikon | 40 - 60 |
| Yapışkan Kaplama | Yapışkanlık / Tutkal | Yapışmaz Silikon | 30 - 50 |
Şişmenin en belirgin belirtisi silindirin çapındaki bir değişiklik veya kauçuk yüzeyinin "yumuşmasıdır". Silindir fiziksel olarak orijinal spesifikasyonundan daha büyükse veya yüzey "Yapışkan" gibi görünüyorsa muhtemelen prosesinizdeki bir kimyasala veya solvente olumsuz tepki veriyordur.
Dinamik dengeleme, silindirin ağırlığının dönme merkezi etrafında eşit şekilde dağıtılmasını sağlama işlemidir. Bu olmadan, yüksek hızlarda dönen bir silindir, titreşime neden olan bir "Merkezkaç Kuvveti" yaratacak, bu da düşük baskı kalitesine ve makinenizde mekanik hasara yol açacaktır.
Küçük yüzey çentikleri bazen yeniden taşlama işlemi sırasında "Zımparalanabilir". Bununla birlikte, kesim metal çekirdeğe ulaşırsa, yerelleştirilmiş bir yama üretim sırasında alt tabaka üzerinde neredeyse her zaman bir "İşaret" oluşturacağından silindirin "Kurtarılması" gerekir.



Farklı rulo yapılarına sahip çeşitli rulo şekillerini geliştirmeye ve üretmeye adanmıştır.
Telefon: +86-15371769898
E-posta: [email protected]
Ekle: 9 Lifa Bulvarı, Chengdong Kasabası, Haian İlçesi, Nantong Şehri, Jiangsu Eyaleti, Çin
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tüm Hakları Saklıdır.






